













原料预处理:膨化生产中容易被忽视的关键环节
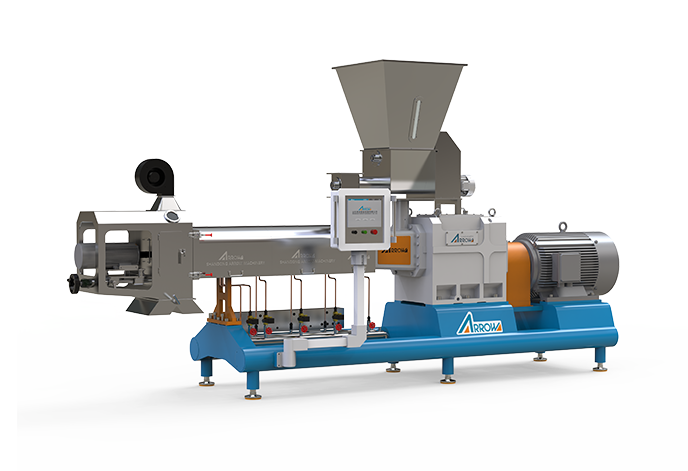
2026-05-16很多客户来咨询时,注意力都放在双螺杆挤压膨化机上——这个很正常,毕竟它是核心。但我们也经常遇到这样的情况:设备调试好了,参数按照中试数据设好了,但生产出来的产品就是不理想,要么膨化度不够,要么口感不均匀。排查来排查去,最后发现问题是出在原料预处理环节。
今天,山东真诺智能设备就想专门聊聊原料预处理这个话题。它虽然不如膨化机那么“吸睛”,但它的好坏直接决定了后续工艺的稳定性和产品的一致性。

预处理不只是“把粉倒进去”
很多朋友觉得,预处理不就是把原料称个重、倒进混合机里搅一搅吗?其实远不止这么简单。一个完整的预处理流程通常包括:粉碎、筛分、配料、混合、调质。每个环节都有门道。
粉碎:细度不对,膨化受罪
原料的粒度直接影响糊化速度和均匀度。一般来说,做膨化食品的粉料要求全部通过60目或80目筛网。如果粒度太粗,颗粒中心可能糊化不充分,导致产品表面有“硬芯”或者膨化度不一致。
常见问题:有的客户为了省事,直接采购普通玉米粉,细度只有30-40目,结果做出来的膨化零食表面粗糙、口感发硬。
我们的建议:明确原料粉碎细度要求,并与供应商达成一致。如果自己粉碎,选择适合的锤片粉碎机,并定期检查筛网是否破损。
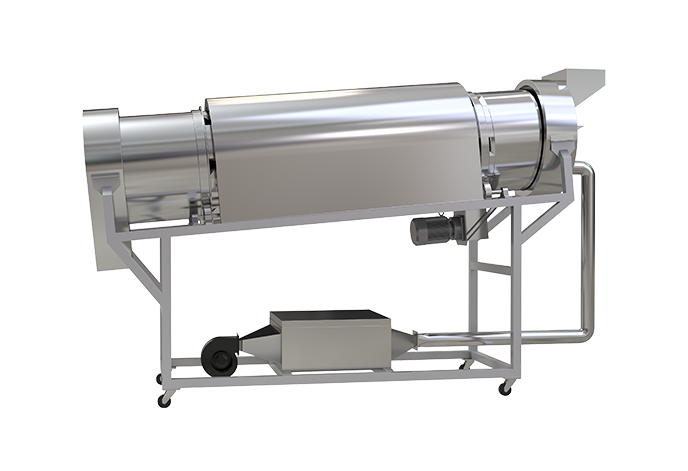
筛分:别让小硬块惹大麻烦
筛分看似简单,但作用很大。第一,去除原料中可能混入的绳头、石块、金属屑等异物,保护膨化机的螺杆和机筒不被拉伤。第二,去除结块粉料,防止堵塞喂料器或模具。
常见问题:有些客户省略了筛分环节,结果生产时喂料器频繁卡死,或者模具孔被堵住,不得不停机清理。
我们的建议:在投料口或混合机出口加装振动筛,筛网根据原料细度选择(一般20-30目即可)。对于有除铁需求的,加装永磁筒或电磁除铁器。
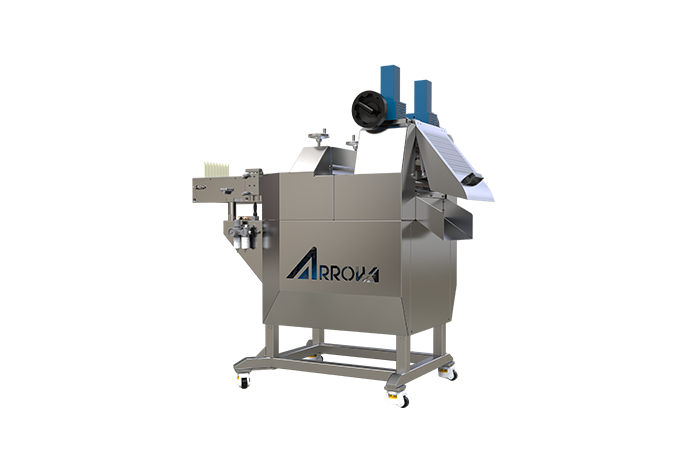
配料:差之毫厘,谬以千里
膨化食品的配方中往往有多种原料和添加剂,有的微量成分添加量只有千分之几。如果配料不准,产品的口感、色泽、营养指标就会出现批次差异。
常见问题:人工称量时,操作员图快或者疏忽,导致某种成分多加或少加。特别是糖、盐、膨松剂等对工艺敏感的原料,偏差会直接影响膨化效果。
我们的建议:有条件的话上自动配料系统,精度高、可追溯。如果暂时手工配料,要建立双人复核制度,并定期校准电子秤。
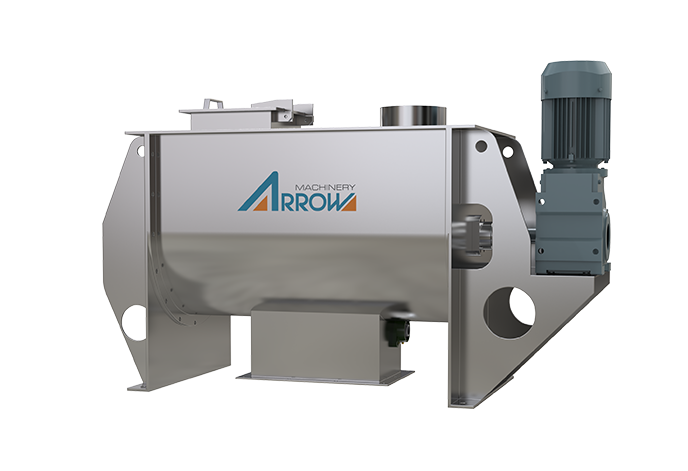
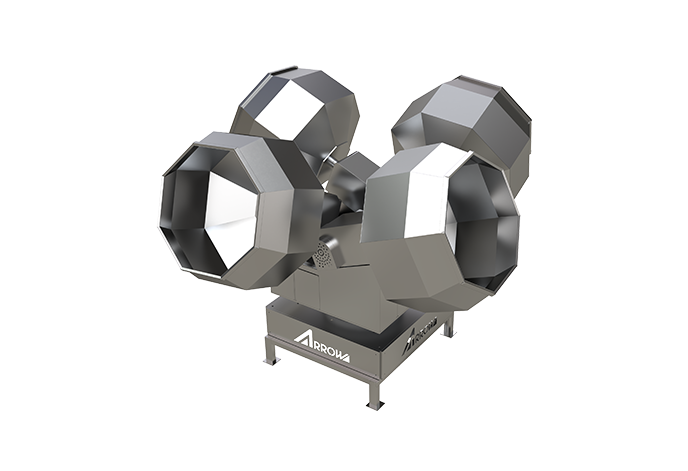
混合:均匀是硬道理
配料称好后,需要混合均匀。不同原料的密度、粒度、流动性不同,混合难度也不同。比如,糖粉容易沉底,油脂容易结团。
常见问题:混合时间不够,导致成品中某些区域偏甜、某些区域偏咸;或者油脂分布不均,膨化时局部焦化。
我们的建议:根据原料特性选择合适的混合机(如双锥混合机、螺带混合机),并通过试验确定最佳混合时间。定期检测混合均匀度(如取不同位置的样品检测盐分或糖分)。
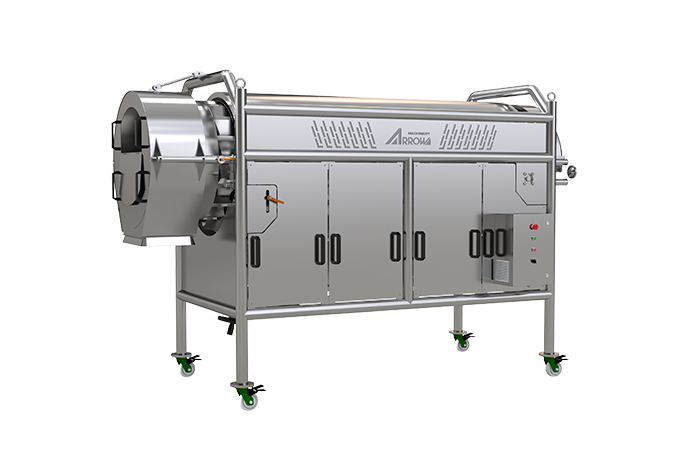
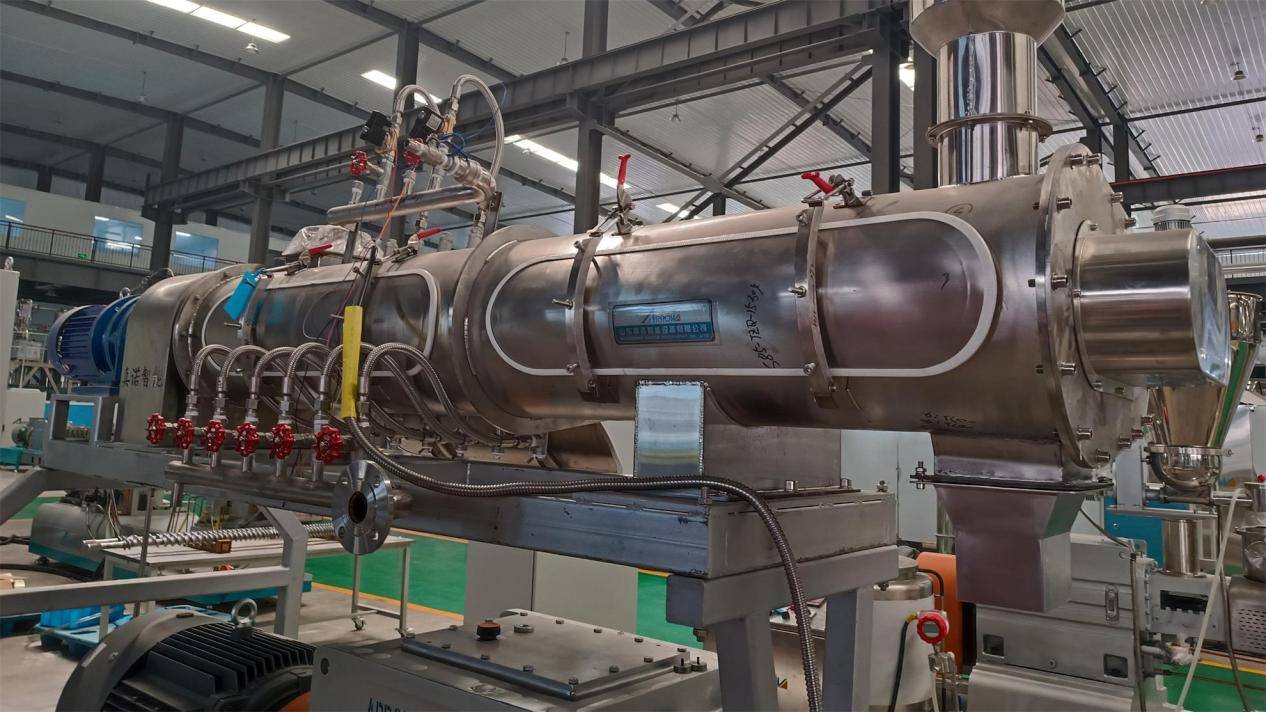
调质:给物料“热身”
调质是预处理中的“进阶环节”,但不是所有生产线都配备。调质器的作用是在物料进入膨化机之前,加入水或蒸汽进行预热、预湿润,使物料达到更均匀的温度和水分分布。
调质的好处:
- 减轻膨化机的负担,延长螺杆和机筒寿命
- 提高糊化均匀度,产品口感更一致
- 允许使用更粗的原料粒度,降低粉碎成本
- 一定程度上可以降低膨化机的能耗
常见问题:有的客户有调质器但不会用——加水太多导致物料结块,或者蒸汽控制不当使物料提前糊化粘在调质器内壁。
我们的建议:调质器的使用需要试验和摸索。一般来说,加水后物料水分控制在25%-30%,温度控制在50-70℃。从低到高逐步调整,观察膨化效果的变化。
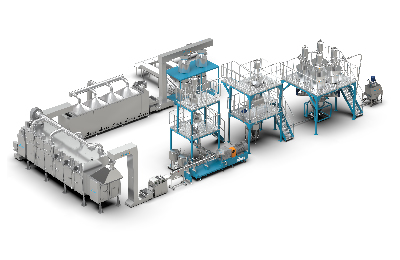
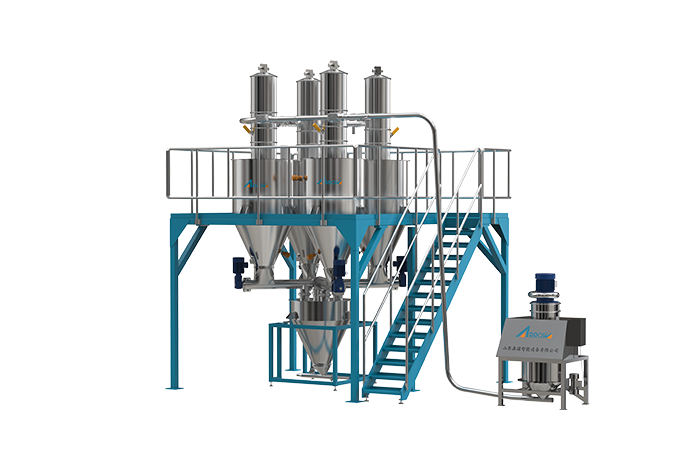
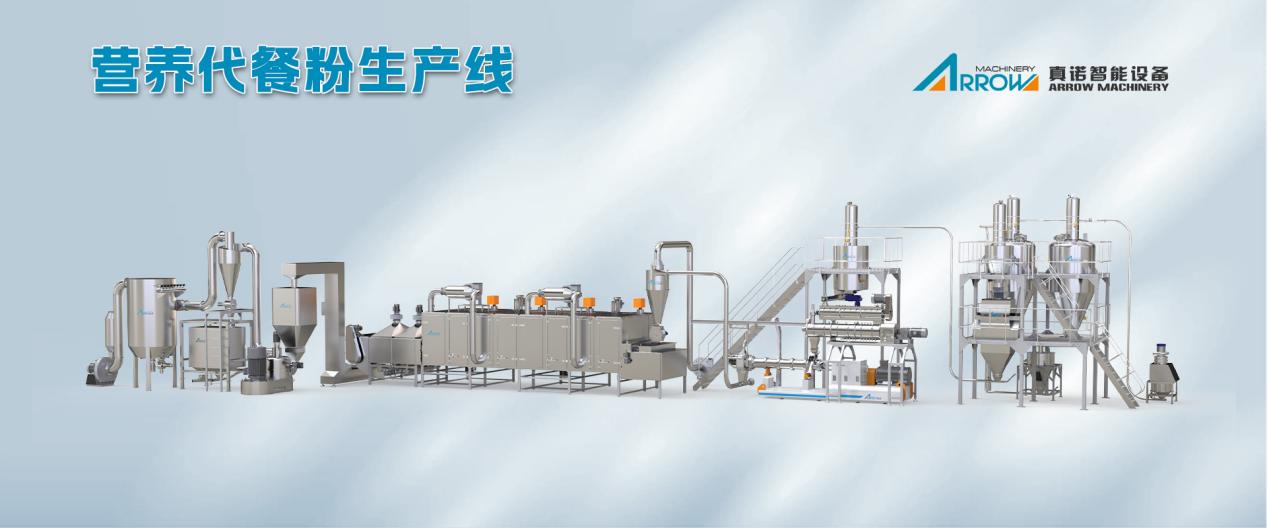
整线角度来看预处理
如果您计划采购整条生产线,建议不要只盯着膨化机,也把预处理环节的配套考虑进去。一条设计完善的预处理线应该具备:
- 足够的原料储罐或料仓,减少频繁投料
- 自动配料系统,保证配方精度和批次一致性
- 高效混合机,适应不同原料特性
- 可选配的调质器,提升工艺调节能力
- 必要的筛分和除铁设备,保护后端设备
- 合理的除尘系统,改善车间环境
这些配置看似增加了投资,但长期来看,它们能带来更稳定的产品品质、更少的停机故障和更低的原料损耗,回报是实实在在的。
我们的建议
如果您正在为生产不稳定、产品批次差异大而困扰,不妨先检查一下预处理环节:
- 原料粉碎细度是否达标且稳定?
- 有没有过筛和除铁?
- 配料和混合有没有标准化流程?
- 操作人员是否清楚每个环节的关键控制点?
很多时候,问题的根源不在膨化机,而在“前端”。把预处理做好了,膨化机的性能才能充分发挥。
我们能帮您什么?
山东真诺智能设备不仅提供双螺杆挤压膨化机和干燥设备,也能为客户设计完整的预处理系统——从投料、粉碎、配料、混合到调质。我们会根据您的原料特性和产品要求,推荐合适的配置方案。
如果您现有生产线的预处理环节存在短板,我们也可以提供升级改造建议。欢迎随时联系我们,一起探讨如何让您的生产线从“头”开始就走在正确的轨道上。