













分享
膨化食品常见质量问题及对应的设备调整方法
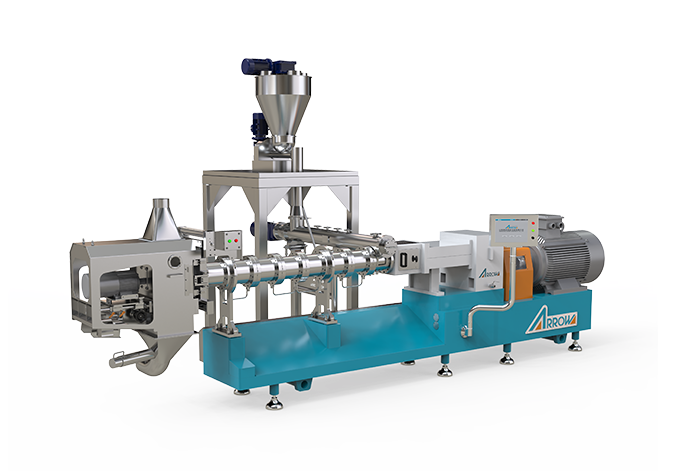
2026-05-28生产膨化食品时,难免会遇到各种质量问题——不够脆、颜色不对、形状不规整……很多问题的根源其实在设备参数上。今天,山东真诺智能设备就整理一份“问题-原因-调整方法”对照表,帮助一线人员快速定位问题并采取对策。

问题一:产品不够酥脆,口感偏硬
可能原因及调整方法:
- 膨化度不够 → 提高机筒中后段温度(每次提高5-10℃),或适当降低原料水分(减少加水)
- 原料水分偏低导致焦化变硬 → 适当增加原料水分(每次增加1-2%)
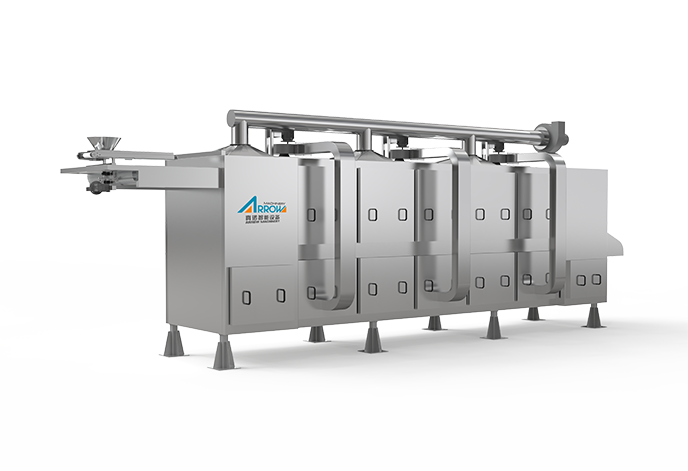
- 干燥温度过高、时间过长 → 降低干燥温度或提高网带速度,减少干燥时间
- 螺杆剪切过强,过度降解 → 更换剪切力较小的螺杆元件(如减少捏合块数量)
快速排查步骤:先测产品出模后的膨化度,如果明显偏小,优先调整膨化机参数;如果膨化度正常但干燥后变硬,重点调整干燥机。
问题二:产品表面粗糙、有颗粒感
可能原因及调整方法:
- 原料粉碎细度不够 → 更换更细的筛网(建议80目以上)
- 物料混合不均匀 → 延长混合时间,或检查混合机是否正常工作
- 机筒温度过低,糊化不充分 → 提高温度,特别是中段
- 模具孔内壁不光滑 → 清理模具或更换新模具
- 物料中含有未溶解的糖或盐颗粒 → 改用粉状或预溶解后添加
问题三:产品颜色过深或焦黄不均
可能原因及调整方法:
- 机筒温度过高 → 降低各段温度,特别是末段
- 物料在机筒内停留时间过长 → 提高螺杆转速,或减少反向元件数量
- 原料中糖分过高 → 降低配方中糖的比例,或改用耐高温的甜味剂
- 干燥温度过高 → 降低干燥温度,尤其是前段
- 模具部分孔堵塞,导致局部物料受热时间长 → 清理模具
注意:如果产品表面有焦黑斑点,通常是物料在机筒内某处滞留碳化后带出,需要彻底清理机筒和螺杆。
问题四:产品形状不规整、大小不一
可能原因及调整方法:
- 切刀间隙不当或刀刃变钝 → 调整切刀与模具端面的间隙(0.05-0.1mm),或更换新刀
- 物料挤出速度不稳定 → 检查喂料器是否均匀,检查螺杆转速是否波动
- 模具孔磨损或堵塞 → 清理或更换模具
- 机筒温度波动导致物料粘度变化 → 检查温控系统,校准热电偶
- 出料端压力不稳定 → 检查模具开孔率是否合适,必要时更换模具
问题五:产品易碎、碎屑多
可能原因及调整方法:
- 膨化度过高,结构太疏松 → 提高原料水分或降低机筒温度
- 干燥过度 → 降低干燥温度或缩短干燥时间
- 输送过程中落差大、碰撞多 → 增加缓冲斗、降低输送带速度
- 切刀切割时产生过多碎屑 → 调整切刀间隙和转速
- 原料中油脂含量偏低 → 适量添加油脂(如单甘酯)
问题六:产品内部有大孔或空心
可能原因及调整方法:
- 原料水分过低 → 增加加水比例,使物料更均匀
- 机筒温度过高 → 降低温度,特别是末段
- 模具开孔率过小,压力过大 → 增加模具孔数或孔径
- 螺杆转速过快 → 适当降低转速

问题七:产品吸水快、容易回潮
可能原因及调整方法:
- 产品最终水分偏高 → 提高干燥温度或延长干燥时间
- 膨化度过高,气孔太大 → 调整参数降低膨化度
- 包装密封不良 → 检查封口温度和压力
- 包装材料阻湿性差 → 更换高阻隔包装膜(如镀铝膜)
- 车间环境湿度过高 → 包装区域安装除湿机
问题八:产品有焦糊味或异味
可能原因及调整方法:
- 机筒内物料焦化 → 降低温度,检查是否有物料滞留死角
- 原料变质(酸败) → 更换新鲜原料
- 润滑油泄漏进入物料 → 检查齿轮箱和轴承密封
- 干燥机内积存焦糊物 → 彻底清理干燥机内部
- 加热圈过热导致物料烧焦 → 检查温控系统,更换失控的加热圈
问题九:产品营养强化剂添加不均匀
可能原因及调整方法:
- 配料精度不够 → 改用自动配料系统,或采用预混工艺
- 混合时间不足或混合机效率低 → 延长混合时间或更换混合机
- 微量添加方式不当 → 采用逐级放大混合法(先将微量成分与少量主料混合,再与整批混合)
- 后喷涂系统不均 → 检查喷嘴是否堵塞,调整喷涂压力和角度
实用调试原则
单一变量法:每次只改变一个参数,调整幅度不宜过大(如温度每次5-10℃,水分每次1-2%),观察效果后再继续调整。
记录与对比:每次调整后记录参数和产品效果,建立自己工厂的“工艺参数-产品品质”数据库。
先易后难:优先排查最容易检查的项目(如原料水分、温度显示),再深入到复杂环节(如螺杆配置)。
参考标准样品:保留一批合格的标准样品,每次调试时用作对比,避免凭感觉判断。
什么时候应该联系设备供应商?
如果您尝试了上述方法仍无法解决问题,或者出现以下情况,建议及时联系我们:
- 设备参数正常但产品品质异常,怀疑传感器或控制器故障
- 设备有异响、振动,可能是机械故障(轴承、齿轮箱等)
- 需要更换螺杆组合或定制新模具
- 产品方向发生较大变化,需要工艺重新评估
山东真诺智能设备提供持续的技术支持服务。无论您遇到什么问题,都可以随时联系我们,我们的技术人员会尽力帮您分析原因、提供解决方案。希望这份问题排查指南能成为您现场操作人员的实用工具。